The BtoB should only be used on the rim, it should not be used against any of the plastic. The only place the BtoB is of any significance is between flanges.
To estimate sideplay, measure up before assembling. Wheels should be put on once, and once only. If they have to come off, you may be lucky and get a good fit second time, but note I said "lucky". Luck does not come into good running, and you won't get good running with wobbly wheels. As I said, the key thing is preparation, it only takes a couple of seconds to put wheels on, but you could face hours of regret and a lot of work correcting them.
I have said in another place - use one BtoB gauge only and stick with it. Otherwise you will forever be changing the BtoBs.
All this talk of reamers. I have a 1/8" precision reamer by Dormer, it is slightly less than the size for the first 6mm or so. Very useful for touching out gear wheels. I also have a 1/8" taper reamer, but that is not used for bearing surfaces.
Don't compare tolerances in 7mm with ours in 4mm, unless you are talking S7.
Getting the wheels on square!
-
Tim V

- Posts: 2870
- Joined: Tue Jul 29, 2008 4:40 pm
Re: Getting the wheels on square!
Tim V
(Not all railways in Somerset went to Dorset)
(Not all railways in Somerset went to Dorset)
-
45609

- Posts: 214
- Joined: Mon Jul 21, 2008 10:28 am
Re: Getting the wheels on square!
Davis, yes, I realised that when re-reading a few bits again, apologies. I doubt that the bearings are made deliberately undersize. Over the years I've had plenty that have been too loose on axles. These get binned. What I do see a lot of is burrs and hanging swarf on the bore edges of bearing. A quick turn with a chamfering tool like this sorts that out.

Also the comments about tolerance on the axle material is a bit of a misconception as everything I have ever seen supplied by wheel makers (Gibson, Sharman, Ultrascale) is precision ground mild steel or silver steel. This will have a diameter tolerance of +/- 0.00025" (i.e. a total of half of 1 thousands of an inch).
Also the comments about tolerance on the axle material is a bit of a misconception as everything I have ever seen supplied by wheel makers (Gibson, Sharman, Ultrascale) is precision ground mild steel or silver steel. This will have a diameter tolerance of +/- 0.00025" (i.e. a total of half of 1 thousands of an inch).
-
Julian Roberts

- Posts: 1393
- Joined: Sat Jan 09, 2010 11:33 pm
Re: Getting the wheels on square!
Thanks Morgan. Yes my stuff about reamers was just re bearings. Good to know now exactly what I have, and it is as I suspected from the way it behaves. It does the job perfectly. So I haven't looked yet at that link.
Thanks and I fully see all that Tim, but I find with all the measuring preparation in the world, exactly how far the wheel gets pushed onto the axle with the GW press is a bit of a lottery because of the stiffness of the plastic - which, if I've got it right, is exactly what is needed to hold the wheel true and non-wobbly. It seems to depend on how hard I press the tool together.
Supposing I allow 0.05mm for free running but desire no sideplay, getting the B2B exactly is difficult. Better I suppose to leave a bit too much play than too little, but it's annoying to have too much sideplay regarding bufferlocking etc. Do you put the B2B gauge on the edge of the wheel where it acts on the metal rims only? I wonder if that would be quite difficult to actually do without it dropping out at the critical moment....argg!
If putting shims on the press to support the outside of the wheel rims, is the idea that they are exactly the same thickness as the outside boss of the wheel? I have tried shims but ended up not quite sure they helped.
Thanks and I fully see all that Tim, but I find with all the measuring preparation in the world, exactly how far the wheel gets pushed onto the axle with the GW press is a bit of a lottery because of the stiffness of the plastic - which, if I've got it right, is exactly what is needed to hold the wheel true and non-wobbly. It seems to depend on how hard I press the tool together.
Supposing I allow 0.05mm for free running but desire no sideplay, getting the B2B exactly is difficult. Better I suppose to leave a bit too much play than too little, but it's annoying to have too much sideplay regarding bufferlocking etc. Do you put the B2B gauge on the edge of the wheel where it acts on the metal rims only? I wonder if that would be quite difficult to actually do without it dropping out at the critical moment....argg!
If putting shims on the press to support the outside of the wheel rims, is the idea that they are exactly the same thickness as the outside boss of the wheel? I have tried shims but ended up not quite sure they helped.
-
Winander

- Posts: 855
- Joined: Thu Mar 20, 2014 12:19 pm
Re: Getting the wheels on square!
Tim V wrote:All this talk of reamers. I have a 1/8" precision reamer by Dormer, it is slightly less than the size for the first 6mm or so. Very useful for touching out gear wheels.
Prompted by this discussion on reamers, I measured the tube I have for split axles at 3.18mm (my gauge only has 2 decimal places) and, as best I could, one High Level bearing at 3.09mm. It seems to me that as the rod will not fit through the bearing, neither would a parallel reamer.
So how do you open out the bearing with a truly parallel reamer, or do they all have a slightly narrower section at the end?
regards
Richard
p.s. if you are looking for Dormer reamers, note that listed as 1/8" are three which are in fact 3.18, 3.20 and 3.50 millimetres in diameter. The part code for 3.18 is B1001/8.
-
Paul Townsend

- Posts: 964
- Joined: Mon Sep 14, 2009 6:09 pm
Re: Getting the wheels on square!
Alan Turner wrote:Well if someone palmed me off with a cutting Broach for a Tapper reamer I would be a tad upset.
A broach is for enlarging holes in thin sheet.
A reamer (parallel or tapper) is for producing holes of precise dimensions.
The difference:
IMG_3626.JPG
regards
Alan
However the reamer you photographed is a taper reamer. You should have shown a parallel reamer.
The latter gives a parallel bore precision hole while the former does not.
I suspect one reason, beyond understandable ignorance, that modellers often use broaches instead, is price. A typical set of 5 broaches is less than £10 but a single 2mm or 1/8" parallel hand reamer clouts you at £20+
In thin material a broach can give a for a good fit but you wont know the exact size...this requires skill and practice....see watchmakers capers.
-
jon price
- Posts: 641
- Joined: Mon Jun 07, 2010 2:34 pm
Re: Getting the wheels on square!
Re parallel reamers and bore of bearings. Unless there is some starting taper a truly parallel tool just wouldn't fit into a tight bearing to ream it out which would render it pretty useless. I may not have a good grasp of engineering, but surely a difference of .09mm (nine hundredths of a milimeter) is just the difference between a tight fit and an easy fit. An exact 3.18mm cylinder in an exact 3.18mm bore would seem to me to be getting close to molecular bonding tolerances.
Connah's Quay Workshop threads: viewforum.php?f=125
-
Winander
- Posts: 855
- Joined: Thu Mar 20, 2014 12:19 pm
Re: Getting the wheels on square!
jon price wrote:Re parallel reamers and bore of bearings. Unless there is some starting taper a truly parallel tool just wouldn't fit into a tight bearing to ream it out which would render it pretty useless. I may not have a good grasp of engineering, but surely a difference of .09mm (nine hundredths of a milimeter) is just the difference between a tight fit and an easy fit. An exact 3.18mm cylinder in an exact 3.18mm bore would seem to me to be getting close to molecular bonding tolerances.
Exactly my question - I should have gone to Wikipeda before posting it:
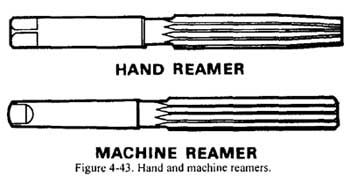
Hand reamer
A hand reamer has a longer taper or lead in at the front than a machine reamer. This is to compensate for the difficulty of starting a hole by hand power alone. It also allows the reamer to start straight and reduce the risk of breakage. The flutes may be straight or spiral.
Machine reamer
Spiral fluted machine reamer
A machine reamer only has a very slight lead in. Because the reamer and work piece are pre-aligned by the machine there is no risk of it wandering off course. In addition the constant cutting force that can be applied by the machine ensures that it starts cutting immediately. Spiral flutes have the advantage of clearing the swarf automatically but are also available with straight flutes as the amount of swarf generated during a reaming operation should be very small.
The lead being smaller than the ultimate size to enable the reamer to fit in the hole. It also says that a straight fluted reamer should only be used for "minor enlargement", apparently spiral flutes aid the removal of swarf.
The 1/8" reamer sold by Eileens is spiral fluted without brand info and £18.00 incl VAT but not delivery. Looks to have 3 flutes.
Cromwell Tools have one for £14.90 inc VAT + £4.99 delivery, again spiral but unbranded, looks to have 4 flutes.
MSCDirect have Dormer B1001/8 for £21.32 + £5.25 VAT + £4.95 delivery.
-
45609
- Posts: 214
- Joined: Mon Jul 21, 2008 10:28 am
Re: Getting the wheels on square!
Winander wrote:Prompted by this discussion on reamers, I measured the tube I have for split axles at 3.18mm (my gauge only has 2 decimal places) and, as best I could, one High Level bearing at 3.09mm.
A measurement device with only a 2 decimal place accuracy will no doubt be a vernier caliper, colloquially known in my engineering circles as a "veri-near". It is not really the right tool for measuring precision fits as in this type of application measurements need to be resolved down to 3 decimal places of a millimeter (i.e. in microns or thousandths of a millimeter). The difference between 3.09mm and 3.18mm is in fact a large amount. The difference between a press fit and sliding fit on a 1/8" (3.175mm) hole shaft combination will be less than 0.025mm.
Winander wrote:It seems to me that as the rod will not fit through the bearing, neither would a parallel reamer.
So how do you open out the bearing with a truly parallel reamer, or do they all have a slightly narrower section at the end?
A parallel reamer will cut it's way through as it will cut on the leading edge in a similar fashion to a drill but is not designed for large amounts of material removal. A drilled, undersize, hole will be needed first. A parallel "machine" reamer as implied by the name needs to be used on a machine. A "hand" reamer can be used by hand but can also be used in a machine but, as I attempted to describe in my earlier post, you need to run the reamer through the bore you are cutting onto the parallel portion of the hand reamer to get a parallel bore.
Just so we all get this once and for all. Look at the picture below
Morgan
Last edited by 45609 on Mon Jun 13, 2016 8:23 am, edited 1 time in total.
-
Philip Hall
- Posts: 1953
- Joined: Mon Aug 10, 2009 7:49 pm
Re: Getting the wheels on square!
When you press wheels on with the GW press tool there is indeed control over how far the axle goes into the bore of the wheel, and that is with the screw in the other side of the spring plunger onto which the wheel is mounted. You should adjust the screw so that the face of the plunger is exactly flush with the face of the tool. For this reason it is important that the axle is exactly the right length. This is set by placing a wheel either side of a B-B gauge and measurIng the dimension over the bosses. This will be the axle length. Note that not all wheels may be the same, although they usually will be.
I too often use shims to pack out the tyre from the face of the tool, because sometimes the face of the wheel boss is not exactly true to the bore, and this helps to ensure the tyre does not wobble.
Once the wheels are on the axle, it is relatively easy to adjust the B-B without disturbing the quartering. It must be, because I do it quite a lot. I simply rest the wheelset on the jaws of a vice, set as close together as you can to support the wheel, and then use a pin punch with a small hammer to drift the axle back into the wheel a touch. If it's the other way around, and the axle needs to be punched a little more through the wheel, just strike the axle on the other side of the wheelset. Because it's a straight tap on the axle the quartering should not move. If you have any doubts about this you can always scribe or paint a line across the axle and wheel.
As for spacing washers, I have a wooden 'axle' shaved down from a very thin piece of dowel, which I make a sliding fit on the wheel centre. It doesn't have to be precise, just so it stays in the wheel. I put the two wheels on the axle in the chassis and play around with various spacing washers until the sideplay is the required amount. Then I mount the wheels on the 'proper' axle with the washers. Sometimes it's not quite right and then a Peco fibre washer, thinned down if necessary and with a small piece cut out of it can be slid on each side until things are right. This is how I arrange all the conversions that I do, and it has to be said it is much easier being able to drop the wheels in and out of the chassis.
Philip
I too often use shims to pack out the tyre from the face of the tool, because sometimes the face of the wheel boss is not exactly true to the bore, and this helps to ensure the tyre does not wobble.
Once the wheels are on the axle, it is relatively easy to adjust the B-B without disturbing the quartering. It must be, because I do it quite a lot. I simply rest the wheelset on the jaws of a vice, set as close together as you can to support the wheel, and then use a pin punch with a small hammer to drift the axle back into the wheel a touch. If it's the other way around, and the axle needs to be punched a little more through the wheel, just strike the axle on the other side of the wheelset. Because it's a straight tap on the axle the quartering should not move. If you have any doubts about this you can always scribe or paint a line across the axle and wheel.
As for spacing washers, I have a wooden 'axle' shaved down from a very thin piece of dowel, which I make a sliding fit on the wheel centre. It doesn't have to be precise, just so it stays in the wheel. I put the two wheels on the axle in the chassis and play around with various spacing washers until the sideplay is the required amount. Then I mount the wheels on the 'proper' axle with the washers. Sometimes it's not quite right and then a Peco fibre washer, thinned down if necessary and with a small piece cut out of it can be slid on each side until things are right. This is how I arrange all the conversions that I do, and it has to be said it is much easier being able to drop the wheels in and out of the chassis.
Philip
-
Julian Roberts
- Posts: 1393
- Joined: Sat Jan 09, 2010 11:33 pm
Re: Getting the wheels on square!
Philip - that is awesome (as Knuckles would say). Thank you so much for that comprehensive reply.
It may be a few weeks till I actually do this.
It may be a few weeks till I actually do this.
-
Alan Turner
- Posts: 643
- Joined: Sun Jul 20, 2008 4:24 pm
Re: Getting the wheels on square!
Paul Townsend wrote:Alan Turner wrote:Well if someone palmed me off with a cutting Broach for a Tapper reamer I would be a tad upset.
A broach is for enlarging holes in thin sheet.
A reamer (parallel or tapper) is for producing holes of precise dimensions.
The difference:
IMG_3626.JPG
regards
Alan
However the reamer you photographed is a taper reamer. You should have shown a parallel reamer.
The latter gives a parallel bore precision hole while the former does not.
I suspect one reason, beyond understandable ignorance, that modellers often use broaches instead, is price. A typical set of 5 broaches is less than £10 but a single 2mm or 1/8" parallel hand reamer clouts you at £20+
In thin material a broach can give a for a good fit but you wont know the exact size...this requires skill and practice....see watchmakers capers.
The discussion was about tapper reamers that's why I showed it.
Also just like taps there are hole sizes from which the reamer produces the precision hole. You don't start from any random sized hole as that way leads to a broken reamer.
Regards
Alan
-
Guy Rixon

- Posts: 910
- Joined: Sun Mar 27, 2011 6:40 pm
Re: Getting the wheels on square!
There's an ISO system of tolerances on shafts and bearings. See e.g. https://mdmetric.com/Ch6.8wGO.pdf and http://www.amesweb.info/FitTolerance/FitTolerance.aspx; the first reference explains where each level of fit might be used and the second will calculate the tolerance for a given fit and shaft size.
If the axles from our model suppliers really are "precision ground", then we might ask the fit that they are supposed to achieve.
If the axles from our model suppliers really are "precision ground", then we might ask the fit that they are supposed to achieve.
-
Will L

- Posts: 2524
- Joined: Sun Jul 20, 2008 3:54 pm
Re: Getting the wheels on square!
Julian Roberts wrote:Going back to the original question, I am glad to see Tim saying this is one of the hardest aspects of modelling.
I wonder if anyone has any thoughts re the following - (I am using the GW wheel press/quartering jig)
I do have a few points but I'v only just found time to reply
What I find particularly difficult is judging the B2B when using Gibson wheels, and all the more, when trying to have no sideplay, judging how much washering is needed....
While I'm sure the true engineers among us will do this by measurement, those with kitchen table tenancies may find it easier to have a spare axle and pair of wheels and use those to try out how much washer-age(if the is such a thing) is needed for each axle. Spare wheels and axle are the sort of thing you tend to acquire over time, and the wheels don't have to be the right or even the same size. You don't use the proper wheels for this because with AG wheels you really do need to minimise the number of times you force the wheels on the axle. Once is quite enough, more than that and they tend to move and you end up having to learn how to pin the wheel to the axles to maintain quartering.
The hornblocks have bosses on them which I could file down to enable me to fit in some thin washers. I wonder if it is bad practice to have no washer between a plastic boss and brass hornblock bearing. This loco is geared for max 20mph with 3'9" wheels.
Not suer I've read you right here, but if those are Hilevel Axle blocks, then the bosses go to the inside.
And washers aren't absolutely necessary, but if you don't have split frame, having the rims rubbing on the frames isn't a good idea form an electrical point of view.
-
Paul Townsend
- Posts: 964
- Joined: Mon Sep 14, 2009 6:09 pm
Re: Getting the wheels on square!
Will L wrote: how much washer-age(if the is such a thing) is needed for each axle.
My spell checker says washeridge
More seriously, I do this with the actual wheels to be used ( as the thickness and boss vary) but use an undersize axle kept for the job to address Will's important point about wear in wheel hole.
-
Julian Roberts
- Posts: 1393
- Joined: Sat Jan 09, 2010 11:33 pm
Re: Getting the wheels on square!
Thanks Will and Paul
Well I haven't got a spare wheel set at the moment, but yes Will that is something I should consider. However -
A fellow member of the West Scotland 4mm Group with a lathe has kindly offered to turn me down an axle as per what you say Paul, though if you have a diameter that works that you can tell me that might be useful. So to have a "set up axle" would seem to have the same usefulness as a spare wheelset.
The frames are 16.2 wide (outside). No danger of wheel rims touching. Not split axle. I am using the spacesaver hornblocks inside out as that way there is room for the longitudinal compensation beams each side of the gearbox. As the overall width is 17.00-05 or so there is room for it all, but not for a washer each side too, unless I file down the boss of the hornblock - or file down the boss of the wheel.
The wheel is different to other Gibsons I have used in that the inside boss is just a little lip so could that much more easily be filed off. Don't know if the advantage of having a washer (which is what?!) outweighs disadvantage of reducing the wheel strength and/or thickness of bearing surface. On KISS principle best thing is to make it up just as it is. But with 0.17mm sideplay at 17.67 B2B, that could be as much as 0.25mm at 17.75 B2B, the questions are:
Can I control the B2B so closely when it actually comes to it? - even if I have found out on a trial axle that the chosen set up will work
Better to leave off washers so there is no problem if I overshoot and end up with slightly narrow B2B which experience tells me is not a problem if its in the 17.5's? - or have possibly rather more sideplay than ideal if no overshoot...but at least the loco is very short so that should not be a big problem though its main role is shunting....OR
Have minimal washerage(idge), aim for 17.75, risk choice of it jammed up or B2B goes up to say 17.80 which experience tells me is a problem.
Re my advice from Philip Hall, my previous experience with tapping the wheels in a vice with a pin punch and hammer is this overshooting, fine control is difficult to achieve. The plastic is very stiff if its the first (and only!) time, enough force to move it makes it move rather a long way, control within 0.1mm or so difficult.
Do people tend to do it Philip's way and use the length of the axle in the GW press as the guide for B2B rather than having a B2B gauge between the wheels to physically stop them? The latter is how I have done it so far but Philip's way seems a lot more sensible, don't know why I didn't do it that way when the instructions said to....
(7th loco in P4 but first time I am not using a fixed axle for motorized rear wheel. Trying out for first time two beams between rear and middle wheels, and rocking front axle. Prompted by the fact that this method is catered for in the kit, but using hornblocks as well is not part of the design.)
Don't shoot Will! I know you will say I should go over to CSBs!
Oh dear this response has got much longer than intended...!
Well I haven't got a spare wheel set at the moment, but yes Will that is something I should consider. However -
A fellow member of the West Scotland 4mm Group with a lathe has kindly offered to turn me down an axle as per what you say Paul, though if you have a diameter that works that you can tell me that might be useful. So to have a "set up axle" would seem to have the same usefulness as a spare wheelset.
The frames are 16.2 wide (outside). No danger of wheel rims touching. Not split axle. I am using the spacesaver hornblocks inside out as that way there is room for the longitudinal compensation beams each side of the gearbox. As the overall width is 17.00-05 or so there is room for it all, but not for a washer each side too, unless I file down the boss of the hornblock - or file down the boss of the wheel.
The wheel is different to other Gibsons I have used in that the inside boss is just a little lip so could that much more easily be filed off. Don't know if the advantage of having a washer (which is what?!) outweighs disadvantage of reducing the wheel strength and/or thickness of bearing surface. On KISS principle best thing is to make it up just as it is. But with 0.17mm sideplay at 17.67 B2B, that could be as much as 0.25mm at 17.75 B2B, the questions are:
Can I control the B2B so closely when it actually comes to it? - even if I have found out on a trial axle that the chosen set up will work
Better to leave off washers so there is no problem if I overshoot and end up with slightly narrow B2B which experience tells me is not a problem if its in the 17.5's? - or have possibly rather more sideplay than ideal if no overshoot...but at least the loco is very short so that should not be a big problem though its main role is shunting....OR
Have minimal washerage(idge), aim for 17.75, risk choice of it jammed up or B2B goes up to say 17.80 which experience tells me is a problem.
Re my advice from Philip Hall, my previous experience with tapping the wheels in a vice with a pin punch and hammer is this overshooting, fine control is difficult to achieve. The plastic is very stiff if its the first (and only!) time, enough force to move it makes it move rather a long way, control within 0.1mm or so difficult.
Do people tend to do it Philip's way and use the length of the axle in the GW press as the guide for B2B rather than having a B2B gauge between the wheels to physically stop them? The latter is how I have done it so far but Philip's way seems a lot more sensible, don't know why I didn't do it that way when the instructions said to....
(7th loco in P4 but first time I am not using a fixed axle for motorized rear wheel. Trying out for first time two beams between rear and middle wheels, and rocking front axle. Prompted by the fact that this method is catered for in the kit, but using hornblocks as well is not part of the design.)
Don't shoot Will! I know you will say I should go over to CSBs!
Oh dear this response has got much longer than intended...!
-
Paul Townsend
- Posts: 964
- Joined: Mon Sep 14, 2009 6:09 pm
Re: Getting the wheels on square!
Julian Roberts wrote:Thanks Will and Paul
A fellow member of the West Scotland 4mm Group with a lathe has kindly offered to turn me down an axle as per what you say Paul, though if you have a diameter that works that you can tell me that might be useful. So to have a "set up axle" would seem to have the same usefulness as a spare wheelset.
If starting from raw material > 1/8th " then turn to about 3 thou under 1/8"
If starting with a 1/8th axle or silver steel, as I did, it is best done by grinding....
You don't even need a lathe:
Don eye protector goggles,
Hold axle in dremel etc and approach the ends with a slip stone...just tickle it at very slight angle for a taper.
Test fit.
repeat until axle just slips gently into wheel and a bit beyond B2B
If wheel wobbles a lot you have overdone it.
Or if you have access to a lathe use a proper tool post grinder.
Some axle material will be soft enough to do it with a fine file.
-
Will L
- Posts: 2524
- Joined: Sun Jul 20, 2008 3:54 pm
Re: Getting the wheels on square!
Julian Roberts wrote:...The frames are 16.2 wide (outside). No danger of wheel rims touching. Not split axle. I am using the spacesaver hornblocks inside out as that way there is room for the longitudinal compensation beams each side of the gearbox. As the overall width is 17.00-05 or so there is room for it all, but not for a washer each side too, unless I file down the boss of the hornblock - or file down the boss of the wheel.
All washers do on an driving wheel axle is take up any unwanted side to side movement, or to keep things apart that would otherwise interfere with each other. If you don't need them for these reasons then you don't need them.
You have left me wondering quite what is going on, because the spacesaver's fit within the width of the Hornblock the right way round don't they? Many people using side beams with hornblocks rest them on the top of the bearing block, rather than on the axle. Would that help?
...Can I control the B2B so closely when it actually comes to it? ...Do people tend to do it Philip's way and use the length of the axle in the GW press as the guide for B2B rather than having a B2B gauge between the wheels to physically stop them? The latter is how I have done it so far but Philip's way seems a lot more sensible, don't know why I didn't do it that way when the instructions said to....
I always use a society BtoB between the wheels in my GW wheel press, so I don't rely on the jig end stops or the axle being exactly right length. I also close the jig by hand not in a vice if that helps. I find the result quite consistent enough and I've never needed to adjust them further. Wheels closed down this way should be a good tight sliding fit on the B2B which is actually what you would want to find if checking a wheel set's B2B. If you really do get results over gauge using the society B2B gauge, I think you should complain. I do wonder if you would be happier if you couldn't measure down to two decimal place of a millimetre.
(7th loco in P4 but first time I am not using a fixed axle for motorized rear wheel. Trying out for first time two beams between rear and middle wheels, and rocking front axle. Prompted by the fact that this method is catered for in the kit, but using hornblocks as well is not part of the design.)
Don't shoot Will! I know you will say I should go over to CSBs!
I agree, there was far to much "shoot at will" about when I was a kid.
In the end compensation is Ok, but once you've got the hang of chassis with no fixed axles, just remember there is a better way.
Edited to remove a spelling error or two and an absent '
Last edited by Will L on Tue Jun 14, 2016 7:46 pm, edited 1 time in total.
-
Philip Hall
- Posts: 1953
- Joined: Mon Aug 10, 2009 7:49 pm
Re: Getting the wheels on square!
My method of adjustment of B-B is something I have learned to do over the years and it took a long while for me to get the feel of it. Even now I don't get in right all the time. The point at which the wheel releases its grip on the axle and moves is admittedly difficult to control precisely.
I do sometimes put a B-B gauge in between the wheels before pressing them on, but I find that making the axle length as precise as I can helps a great deal with assembly and it also looks better. I make the axles in my Unimat but it is just as effective to file them down a touch at a time by hand. I should perhaps have said that the axles are made to match two particular wheels, as the boss thickness may vary a little.
As to the fit of wheels on axles, my understanding from Mike Sharman was that, once fitted and quartered, his wheels would 'shrink' or settle down on the axle, and AG wheels seem to be made from a similar material. I have only had one or two instances of AG or Sharman wheels shifting on an axle and they had been on and off several times over a number of years. I often check for concentricity on a long piece of axle steel running in a bearing at the tailstock end of the Unimat, which of course means that I will have mounted the wheels once already before assembly. But even with smaller diameter axles, like 2.5 mm for a Bachmann 4F, this extra assembly has not caused any problems. I have a feeling it almost might be beneficial as the bore in the wheel is not such a force fit the second time, having been ''opened up' ever so slightly.
Philip
I do sometimes put a B-B gauge in between the wheels before pressing them on, but I find that making the axle length as precise as I can helps a great deal with assembly and it also looks better. I make the axles in my Unimat but it is just as effective to file them down a touch at a time by hand. I should perhaps have said that the axles are made to match two particular wheels, as the boss thickness may vary a little.
As to the fit of wheels on axles, my understanding from Mike Sharman was that, once fitted and quartered, his wheels would 'shrink' or settle down on the axle, and AG wheels seem to be made from a similar material. I have only had one or two instances of AG or Sharman wheels shifting on an axle and they had been on and off several times over a number of years. I often check for concentricity on a long piece of axle steel running in a bearing at the tailstock end of the Unimat, which of course means that I will have mounted the wheels once already before assembly. But even with smaller diameter axles, like 2.5 mm for a Bachmann 4F, this extra assembly has not caused any problems. I have a feeling it almost might be beneficial as the bore in the wheel is not such a force fit the second time, having been ''opened up' ever so slightly.
Philip
-
grovenor-2685

- Forum Team
- Posts: 3921
- Joined: Sun Jun 29, 2008 8:02 pm
Re: Getting the wheels on square!
Many people using side beams with hornblocks rest them on the top of the bearing block, rather than on the axle. Would that help?
'Cos if you don't the beam acts as the bearing and the bearing just acts as a fore and aft spacer!
Regards
-
Julian Roberts
- Posts: 1393
- Joined: Sat Jan 09, 2010 11:33 pm
Re: Getting the wheels on square!
You guys are awesome!
It took Keith's post for Will's point about the compensation beams to click. Of course. How did I not think of that?
But then I realised, it's because that's how I have done the more usual compensation, where a beam supports the middle of the front pair of axles. I suppose those axles should really have a tube around them...I just didn't reckon the amount of wear would be worth it...and if there was wear, the "beam" - i.e. a piece of brass rod about 0.8 could easily be bent.
A rethink and modification can probably be done on this Barclay Tank.
Thanks very much Richard for suggestions and Philip for further suggestions, I am digesting that, but don't have a lathe.
Yes life was less complicated before owning that digital vernier. I don't think the Society gauge is to blame for any issues.
It took Keith's post for Will's point about the compensation beams to click. Of course. How did I not think of that?
But then I realised, it's because that's how I have done the more usual compensation, where a beam supports the middle of the front pair of axles. I suppose those axles should really have a tube around them...I just didn't reckon the amount of wear would be worth it...and if there was wear, the "beam" - i.e. a piece of brass rod about 0.8 could easily be bent.
A rethink and modification can probably be done on this Barclay Tank.
Thanks very much Richard for suggestions and Philip for further suggestions, I am digesting that, but don't have a lathe.
Yes life was less complicated before owning that digital vernier. I don't think the Society gauge is to blame for any issues.
-
Philip Hall
- Posts: 1953
- Joined: Mon Aug 10, 2009 7:49 pm
Re: Getting the wheels on square!
Preparing axles is no problem if you don't have a lathe, any rotating device will do. Before using the Unimat I used to finish to length with a fine file and then put them in a small electric drill to put a small chamfer on the ends.
I only mentioned using the Unimat to check wheels to illustrate that putting them on and taking them off once has not caused any slipping problems. I do agree with Will that only doing it once is really best, but I seem to get away with it.
Regarding beams and bearings, I usually rest side beams on the bearings, but don't bother with a bearing on the centre of the other axle. A tube over the axle (Guy Williams used to do this) works but I think can link the bearings together, restricting the amount of movement a little. The amount of wear, as you say, is very small.
Philip
I only mentioned using the Unimat to check wheels to illustrate that putting them on and taking them off once has not caused any slipping problems. I do agree with Will that only doing it once is really best, but I seem to get away with it.
Regarding beams and bearings, I usually rest side beams on the bearings, but don't bother with a bearing on the centre of the other axle. A tube over the axle (Guy Williams used to do this) works but I think can link the bearings together, restricting the amount of movement a little. The amount of wear, as you say, is very small.
Philip
-
Julian Roberts
- Posts: 1393
- Joined: Sat Jan 09, 2010 11:33 pm
Re: Getting the wheels on square!
Just to reiterate my thanks to you all for your advice. It is interesting that you find a second attempt holds OK Philip. Nearly all my locos wheels are second attempts or even third or fourth in some cases, and it was to try to get out of this trial and error business that I originally came onto this thread.
On my second P4 loco once I was satisfied I made a slot over the end of the four axles and through the boss, and Araldited a piece of piano wire. All concealed later. Just to be sure... maybe coincidence but it does go very smoothly!
You will appreciate there was a fair way to go at that stage and a lot of corrections had been made to the Millholme kit! (LNER Q1)
This evening I successfully turned down some 1/8" brass rod in a mini drill to make a trial axle! Using a fine file.
As a matter of interest (?) the Scalefour Society B2B gauge I have mostly measures 17.75. The one I got originally, from the EMGS, only just makes 17.60. With this digital vernier I am getting slightly different readings at various locations along the gauges. Although it in a way generally gives too much information, it has clarified things for me - it is now pretty obvious with such readings why my B2B tended to be too narrow on my earlier locos made with the EMGS gauge.
On my second P4 loco once I was satisfied I made a slot over the end of the four axles and through the boss, and Araldited a piece of piano wire. All concealed later. Just to be sure... maybe coincidence but it does go very smoothly!
You will appreciate there was a fair way to go at that stage and a lot of corrections had been made to the Millholme kit! (LNER Q1)
This evening I successfully turned down some 1/8" brass rod in a mini drill to make a trial axle! Using a fine file.
As a matter of interest (?) the Scalefour Society B2B gauge I have mostly measures 17.75. The one I got originally, from the EMGS, only just makes 17.60. With this digital vernier I am getting slightly different readings at various locations along the gauges. Although it in a way generally gives too much information, it has clarified things for me - it is now pretty obvious with such readings why my B2B tended to be too narrow on my earlier locos made with the EMGS gauge.
You do not have the required permissions to view the files attached to this post.
-
David Thorpe
Re: Getting the wheels on square!
I hope I'm not hi-jacking this thread, but at present I'm a bit concerned about my GW wheel press as I fear it may not be entirely accurate. First, I have been under the impression that when a pair of wheels are quartered using the press, one should then be able to look through the spokes of one and see that they line up with the spokes of the other. That doesn't happen with me. And secondly, I was under impression that I'd get an accurate 90 degree "quarter" - again, that doesn't happen and it can be a few degrees out (and at least one of the wheels is quite likely to be wobbly on its axle). Looking at the press it seems fairly indestructable, but if the results I get are indeed not what they should be I can only think that I may have dropped mine or damaged it in some way.
DT
DT
-
jim s-w

- Posts: 2189
- Joined: Wed Jul 30, 2008 5:56 pm
Re: Getting the wheels on square!
David Thorpe wrote:First, I have been under the impression that when a pair of wheels are quartered using the press, one should then be able to look through the spokes of one and see that they line up with the spokes of the other.
Wouldn't that depend on the number of spokes?
Jim
-
RobM

- Posts: 1090
- Joined: Sun Feb 15, 2009 4:39 pm
Re: Getting the wheels on square!
David Thorpe wrote: And secondly, I was under impression that I'd get an accurate 90 degree "quarter" - again, that doesn't happen and it can be a few degrees out (and at least one of the wheels is quite likely to be wobbly on its axle).
DT
Even if it is a few degrees out the error will be replicated on all axles so will still run OK. Do your wheels have a boss which stands proud of the tyre? If so you would need a spacer so that the press acts on the tyres and not the boss which would produce wobbly wheels.
Rob
Return to “Chassis and Suspensions”
Who is online
Users browsing this forum: ClaudeBot and 0 guests